



有色金属冶炼
方案概述
方案优势
一、有色金属粉尘处理除尘设计:
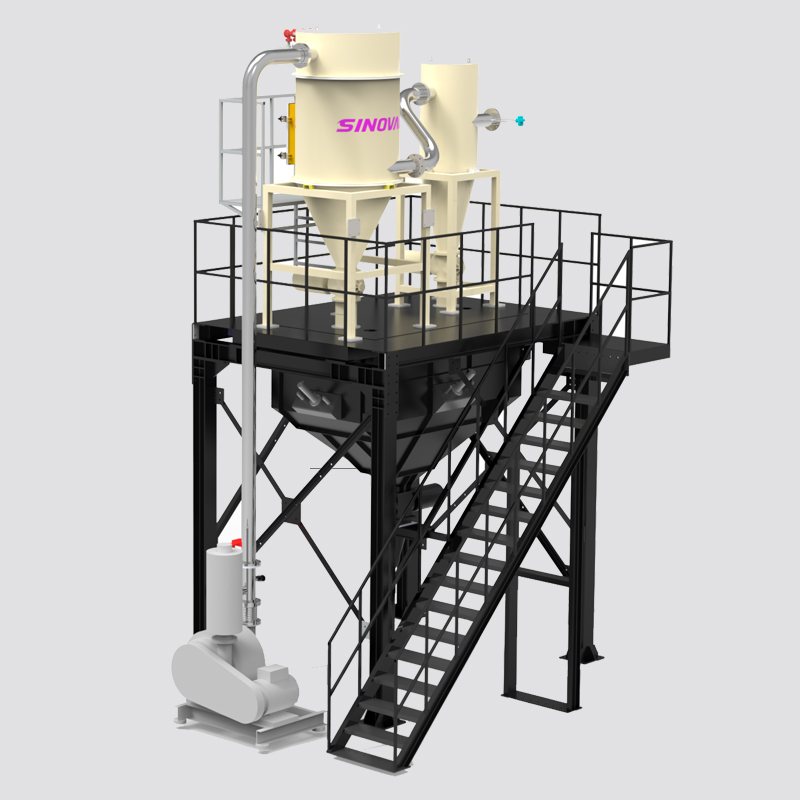
(一)真空清扫系统架构与核心组成
系统由吸口装置、输送管道、中央集尘主机、过滤单元、智能控制系统五大模块构成,各模块协同工作,覆盖从粉尘产生到净化的全流程。
吸口装置:精准匹配冶炼场景
根据冶炼车间不同区域(如原料库、熔炼炉旁、成品转运区)的粉尘特性(粒径0.1-100μm,含金属颗粒/氧化物),配置差异化吸口:
固定式吸口:安装于产尘点上方(如破碎机出口、皮带机落料点),通过法兰与管道连接,配合风幕隔离减少扩散;
移动式吸口:配备防爆型手持软管(长度5-15m),用于设备间隙、地面死角等灵活清扫,软管材质耐温150℃以上(适应熔炼区余热);
特殊场景吸口:针对高温区域(如浇铸线附近),采用水冷夹套吸口(表面温度≤80℃),防止粉尘粘结堵塞。
输送管道:低阻高效设计
管道采用304不锈钢材质(防腐蚀),管径根据风量计算(主路DN200-DN300,支路DN100-DN150),弯头处设置导流片(减少压损30%以上)。关键节点安装压力传感器,实时监测管道内负压值(目标-20kPa至-50kPa),确保粉尘无沉积。
中央集尘主机:大吸力与稳定性保障
选用罗茨风机+离心风机组合(总功率55-110kW),提供持续稳定负压(最大吸力≥25kPa),支持多吸口同时工作。主机内置消音器(噪音≤75dB),符合《工业企业厂界环境噪声排放标准》(GB 12348-2008)。
真空清扫系统的过滤单元:分级净化+资源回收
采用“预过滤+主过滤+精细过滤”三级结构:
预过滤器:金属网+脉冲反吹布袋(过滤精度10μm),拦截大颗粒金属碎屑,反吹周期可调节(1-24h);
主过滤器:PTFE覆膜滤筒(过滤精度0.3μm,效率99.9%),针对细微金属粉尘(如铅烟、锌粉);
精细过滤器:活性炭吸附层(可选),用于去除异味及微量有害气体(如SO₂)。
过滤后的洁净空气通过15m高空排放(符合《大气污染物综合排放标准》GB 16297-1996),收集的粉尘暂存于密封灰斗,定期通过螺旋输送机转入冶炼原料仓回用(金属粉尘回收率≥95%)。
智能控制系统:无人化运维
搭载PLC控制器+物联网模块,集成以下功能:
自动启停:通过粉尘浓度传感器(安装在产尘点)联动吸口,粉尘超标时自动启动清扫;
故障预警:实时监测风机电流、管道压力、滤芯压差(≥1.5kPa报警),异常时推送短信至管理员;
能耗优化:根据作业时段(如夜班低产尘期)自动降低风机转速,节能约20%;
数据追溯:存储近1年运行数据(清扫时间、粉尘量、能耗),满足环保检查要求。
真空清扫系统的应用有色金属粉尘处理除尘方案优势:
(一)高效治理,解决传统痛点
相比人工清扫与普通吸尘器,真空系统通过负压密闭收集,杜绝二次扬尘(现场实测粉尘浓度降低90%以上),且能处理高温(≤200℃)、高湿(相对湿度≤90%)粉尘,适应冶炼车间复杂环境。某铅锌冶炼厂应用后,车间PM2.5浓度从85μg/m³降至12μg/m³,达到《工作场所有害因素职业接触限值》(GBZ 2.1-2019)要求。
(二)降本增效,提升经济效益
原料回收:金属粉尘回用减少原料采购成本(如铜冶炼厂年节约成本超50万元);
设备维护:避免粉尘堆积导致的设备故障(如电机散热不良、轴承磨损),维修频率降低60%;
人力节省:替代8-10名清扫工人,年节约人工成本约40万元(按人均月薪5000元计)。
(三)智能可控,满足环保合规
系统实时监测粉尘排放浓度并上传至环保平台,自动生成合规报告,避免因环保不达标导致的罚款(单次处罚可达50-200万元)。同时,模块化设计便于后期扩展(如新增产尘点时仅需加装吸口与支管),适配企业产能升级需求。
(四)安全可靠,保障职业健康
全密闭设计防止粉尘外溢,操作人员无需直接接触高浓度粉尘;防爆型部件(如电机、开关)通过Ex d IIB T4认证,适用于可能存在可燃气体(如煤气泄漏)的区域,大幅降低爆炸风险。